Transitioning from a development environment to stable serial production of printed electronics
requires systematic automation planning, process parameter validation, and production equipment
integration. Many PE development projects encounter obstacles during scale-up, such as non-
upgradable equipment, unstable processes, and complex multi-vendor integration. Modular
approaches provide an effective solution to these challenges.
The Scaling Challenge in Printed Electronics
Printed electronics applications – from multi-layer automotive sensors to medical diagnostic
devices such as biosensor strips or wearable health monitors – are moving from pilot projects to
industrial production. Functional prototypes demonstrate technical feasibility, but industrial
production demands repeatable, stable processes and a relatively fast transition to larger volumes.
Critical Points in Scale-Up Processes
Analysis of scale-up failures reveals three recurring patterns: equipment limitations, process
instability during the transition from R&D to production, and the complexity of multi-vendor system
integration. Early decisions regarding equipment, automation, and material handling ultimately
determine the feasibility of successful industrialization.
Non-upgradable equipment
R&D systems optimized for flexibility and rapid parameter iteration are often not upgradeable to production configurations. The consequence is full equipment replacement during scale-up, process re-validation, and loss of transferable R&D know-how.
R&D systems optimized for flexibility and rapid parameter iteration are often not upgradeable to production configurations. The consequence is full equipment replacement during scale-up, process re-validation, and loss of transferable R&D know-how.
Non-transferable parameters
Parameters optimized in the R&D environment – such as paste deposition, squeegee pressure, and print speed – cannot be directly transferred to different equipment. Replacing an R&D machine with a production machine alters machine dynamics, requiring process re-optimization and causing instability and delays during scale-up.
Parameters optimized in the R&D environment – such as paste deposition, squeegee pressure, and print speed – cannot be directly transferred to different equipment. Replacing an R&D machine with a production machine alters machine dynamics, requiring process re-optimization and causing instability and delays during scale-up.
Multi-vendor integration
Production lines built from components of different suppliers (feeding, printing, drying, stacking) require extensive integration engineering: mechanical interfaces, communication protocols, HMI systems, recipe management, and process synchronization.
Troubleshooting becomes complex due to unclear accountability between vendors. Multiple service contacts, fragmented spare parts logistics, and differing software interfaces increase operational overhead and extend downtime.
Production lines built from components of different suppliers (feeding, printing, drying, stacking) require extensive integration engineering: mechanical interfaces, communication protocols, HMI systems, recipe management, and process synchronization.
Troubleshooting becomes complex due to unclear accountability between vendors. Multiple service contacts, fragmented spare parts logistics, and differing software interfaces increase operational overhead and extend downtime.
"The industry reports several months of integration time for multi-vendor configurations, compared
to single-source systems, which take less than a week – including operator training," notes
industry experience.
Avoiding Scale-Up Pitfalls
Single-Source Modular Screen Printing Lines with a Unified Printing Core
As a response to the challenges of the growing printed electronics industry, INO developed the
PRINT M system. A key feature of this series of screen printing machines is modularity. PE
manufacturers can start with a half- or three-quarter automated configuration (M4/M5) and
gradually upgrade to a fully automated M6 without replacing the core printing unit. This approach
reduces initial costs while maintaining R&D settings and significantly shortens the transition time to
serial production.
PRINT M modular system – M4/M5/M6 configuration
R&D Phase – ½ Automatic (M4)
Focused on product development and functional validation while laying the foundation for future production. Repeatability, precise registration, and process stability must be defined early. Semi-automated systems allow close monitoring and frequent parameter adjustments.
Focused on product development and functional validation while laying the foundation for future production. Repeatability, precise registration, and process stability must be defined early. Semi-automated systems allow close monitoring and frequent parameter adjustments.
Pilot Production – ¾ Automatic (M5)
Selective automation (e.g., automated sheet take-off) reduces operator workload, increases throughput, and preserves flexibility for fine process tuning. Process variability becomes measurable, stabilizing operations and establishing initial standardization.
Selective automation (e.g., automated sheet take-off) reduces operator workload, increases throughput, and preserves flexibility for fine process tuning. Process variability becomes measurable, stabilizing operations and establishing initial standardization.
Serial Production – Fully Automatic (M6)
Continuous production with minimal human intervention, automated feeding, precise substrate positioning, and inline process monitoring. R&D parameters are directly transferable without re-validation. Stability, yield, and cost efficiency become decisive.
Continuous production with minimal human intervention, automated feeding, precise substrate positioning, and inline process monitoring. R&D parameters are directly transferable without re-validation. Stability, yield, and cost efficiency become decisive.
"Because the printing core is identical across all versions, R&D parameters are directly usable in
production," explains Beno Šubic, Project Manager at INO. "This not only saves time but also
mitigates risk."
Achieving High Print Quality from the Start
Since the PRINT M printing core is identical regardless of automation level, high-quality printing
can be achieved from the first samples. The system combines high precision, fast parameter
adjustment, and careful pick-and-place handling, enabling printing on sensitive, ultra-thin, or
thicker substrates. Automatic substrate and screen registration ensures consistent printing and
repeatability even in the most demanding multi-layer applications. Quick Fit screen changeover
significantly reduces setup time and minimizes material waste.

PRINT M6 – Fully automatic flat-bed screen printing machine
Single Supply Source for Faster Scale-Up
Most printed electronics production lines use equipment from multiple suppliers, resulting in
lengthy and complex integration and hidden costs that only become apparent during ramp-up and
operation.
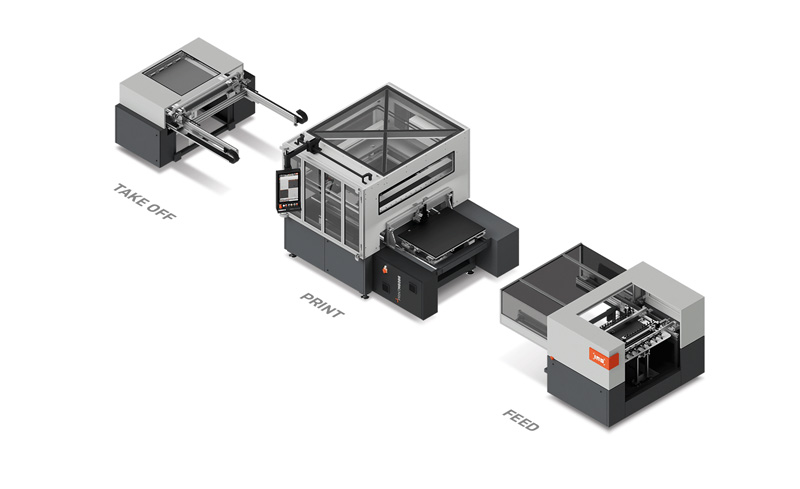
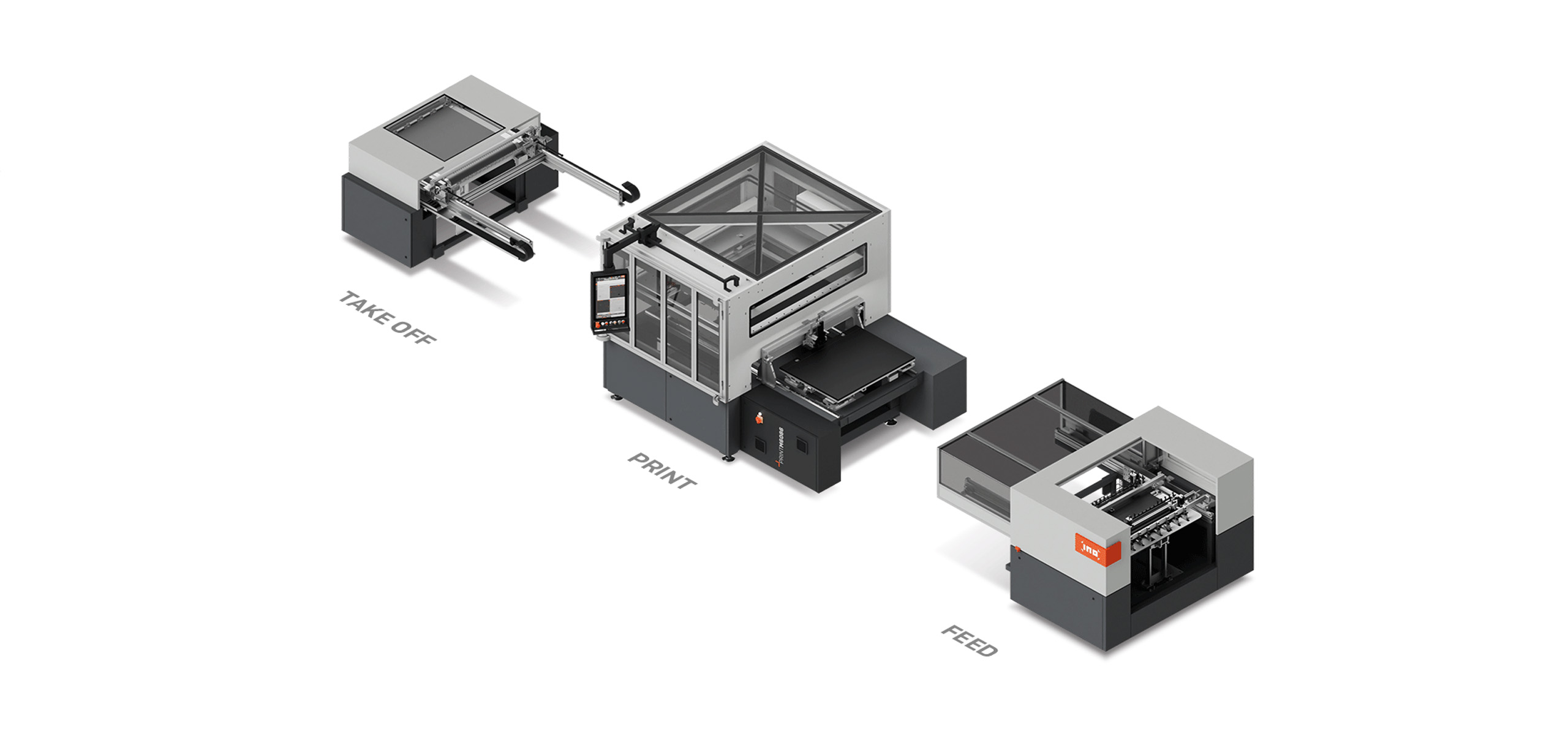
INO provides all key modules – automated feeding, PRINT M printing unit, drying system (IR, hot air with optional UV module), and stacking.
A fully integrated line reduces total cost of ownership over the entire lifecycle. Purchasing the complete system eliminates the need for integration engineering and unforeseen compatibility fixes. Pre-validated plug-and-play processes shorten commissioning time, and customer processes validated at the INO test center transfer directly to the production environment. Service and maintenance are simplified with a single point of contact and unified spare parts logistics, while a common software ecosystem ensures long-term compatibility. A consistent user experience further reduces operator training time and minimizes operational errors.
"When everything comes from a single supplier, there’s no finger-pointing," says a production manager at an EU membrane keyboard manufacturer. "If a question arises, we know exactly who to contact. It changes the dynamics."
INO provides all key modules – automated feeding, PRINT M printing unit, drying system (IR, hot air with optional UV module), and stacking.
A fully integrated line reduces total cost of ownership over the entire lifecycle. Purchasing the complete system eliminates the need for integration engineering and unforeseen compatibility fixes. Pre-validated plug-and-play processes shorten commissioning time, and customer processes validated at the INO test center transfer directly to the production environment. Service and maintenance are simplified with a single point of contact and unified spare parts logistics, while a common software ecosystem ensures long-term compatibility. A consistent user experience further reduces operator training time and minimizes operational errors.
"When everything comes from a single supplier, there’s no finger-pointing," says a production manager at an EU membrane keyboard manufacturer. "If a question arises, we know exactly who to contact. It changes the dynamics."
Speed of Transfer to Serial Production as a Decisive Factor
Industrialization of printed electronics begins in the R&D phase with decisions on equipment
architecture and process design. Modular approaches that preserve the printing core across all
stages significantly reduce risk, costs, and time to serial production. For companies developing
new PE applications, this can be the difference between successful industrialization and repeated
pilot projects without long-term production stability.
Highlights
- Modular design enables transition from prototyping to serial production without replacing the core unit.
- A single supplier simplifies the supply chain, reduces errors, and accelerates line start-up.
- PRINT M supports all stages – from R&D to high-volume production – on a single platform.
Quotes
"The industry reports several months of integration time for multi-vendor configurations, compared
to single-source systems, which take less than a week – including operator training."
"Because the printing core is identical across all versions, R&D parameters are directly usable in production," says Beno Šubic, INO Project Manager. "This not only saves time but mitigates risk."
"When everything comes from a single supplier, there’s no finger-pointing," says a production manager at an EU membrane keyboard manufacturer. "If a question arises, we know exactly who to contact. It changes the dynamics."
"Because the printing core is identical across all versions, R&D parameters are directly usable in production," says Beno Šubic, INO Project Manager. "This not only saves time but mitigates risk."
"When everything comes from a single supplier, there’s no finger-pointing," says a production manager at an EU membrane keyboard manufacturer. "If a question arises, we know exactly who to contact. It changes the dynamics."
About INO
Headquartered in Slovenia with a global reach across EU, USA, and worldwide, INO has been
developing and manufacturing automated screen printing systems for over 35 years. The first
machine for printed electronics dates back to 2002. The company offers complete solutions with
in-house development, engineering, manufacturing, and assembly. Its modular approach enables
PE companies to grow and develop new innovative products.